
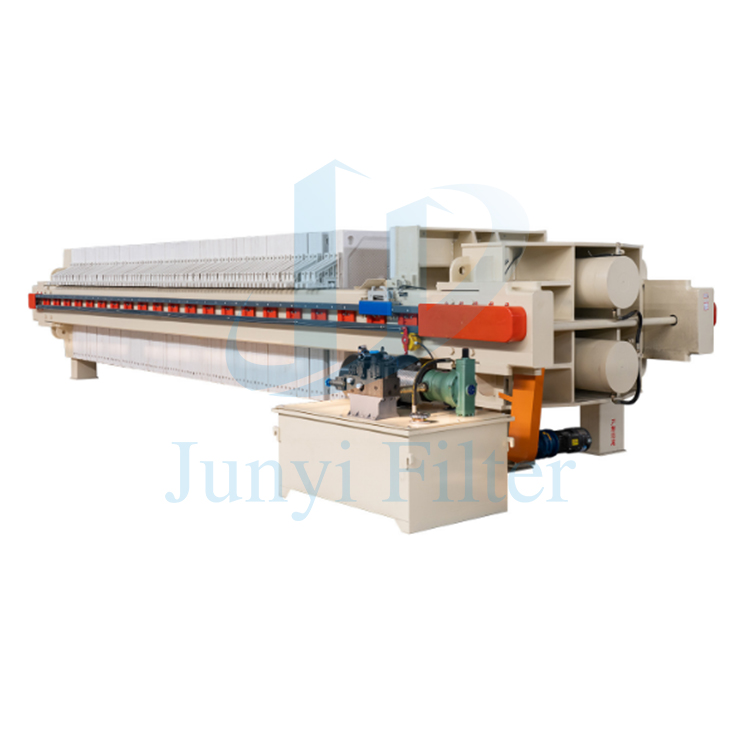
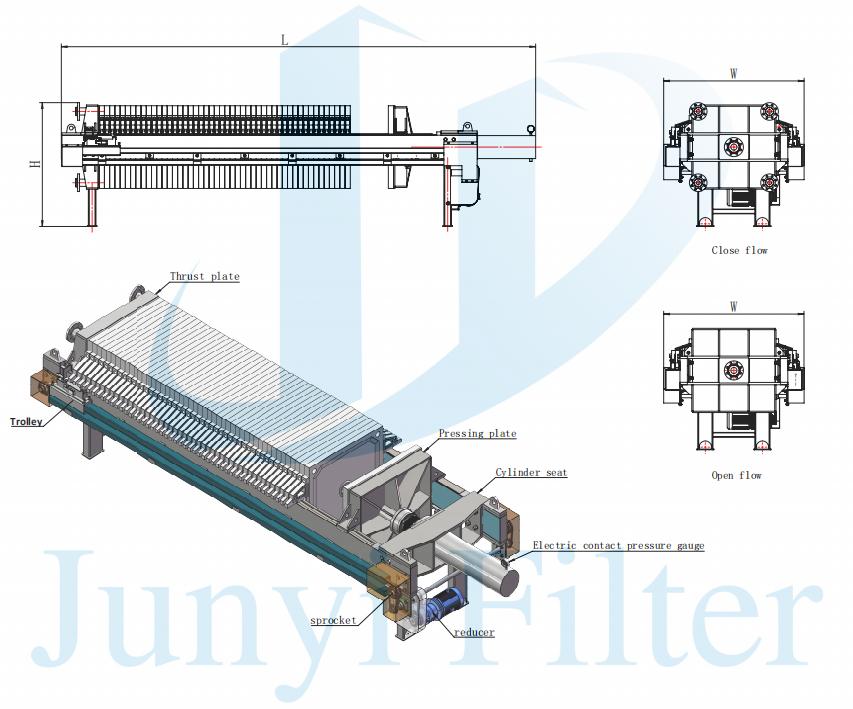
අපජල පෙරීම සඳහා ස්වයංක්රීය විශාල පෙරහන් මුද්රණ යන්ත්රය





✧ නිෂ්පාදන විශේෂාංග
ඒ,පෙරීමේ පීඩනය:0.6Mpa----1.0Mpa----1.3Mpa------1.6mpa (තේරීම සඳහා)
බී,පෙරීමේ උෂ්ණත්වය:කාමර උෂ්ණත්වය 45℃; ඉහළ උෂ්ණත්වය 80℃; ඉහළ උෂ්ණත්වය 100℃.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල ඝණකම සමාන නොවේ.
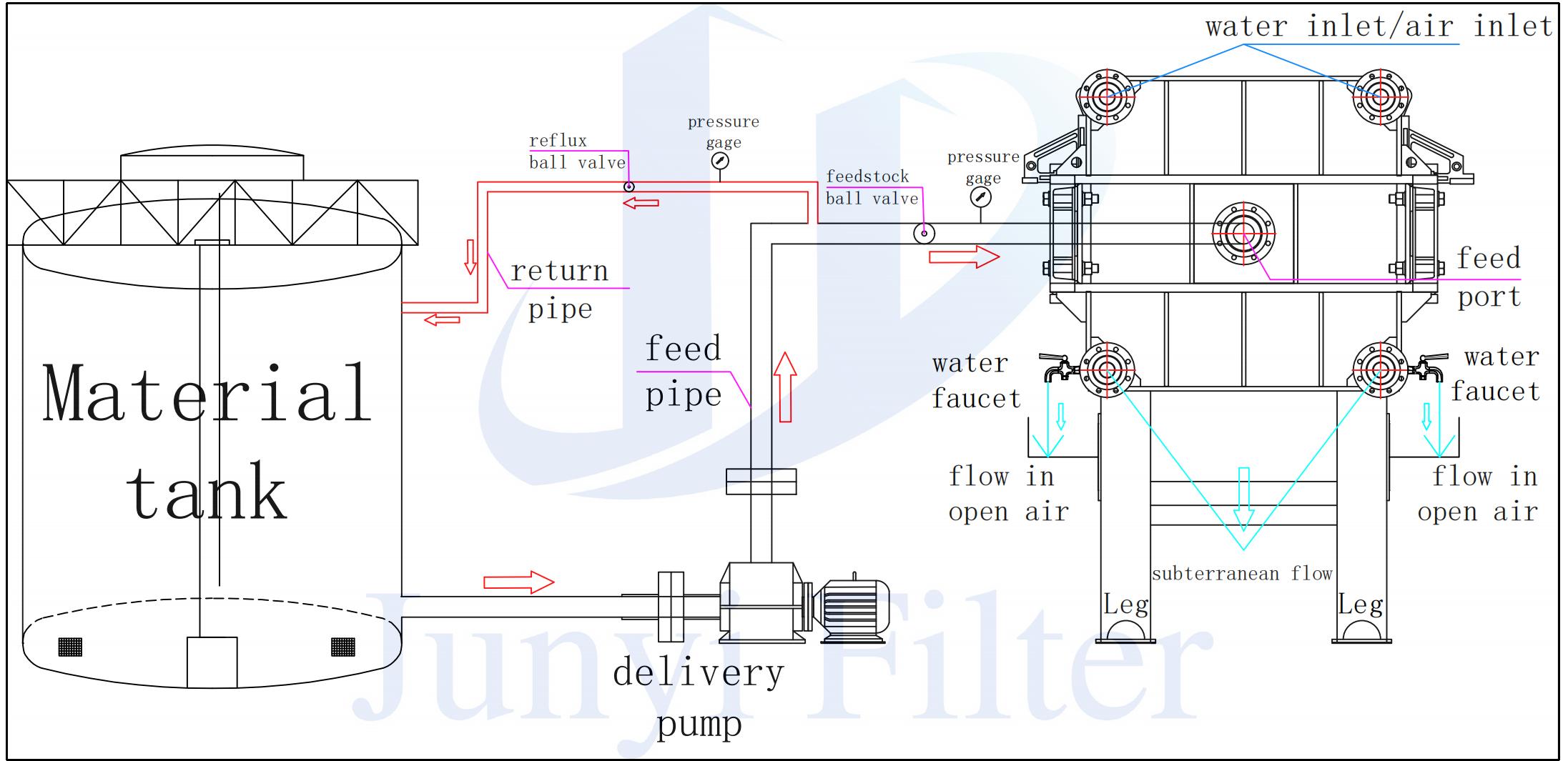
සී-1,විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් කරාම සවි කළ යුතු අතර, ගැලපෙන බේසමක් ද සවි කළ යුතුය. නැවත ලබා නොගත් ද්රව සඳහා විවෘත ප්රවාහයක් භාවිතා වේ.
සී-2,ද්රව විසර්ජන ක්රමය cඅහිමි වීමෆ්ලෝදී:පෙරහන් මුද්රණ යන්ත්රයේ පෝෂක කෙළවර යටතේ, ද්රව ප්රතිසාධන ටැංකිය සමඟ සම්බන්ධ කර ඇති සමීප ප්රවාහ පිටවන ප්රධාන පයිප්ප දෙකක් ඇත. ද්රවය නැවත ලබා ගැනීමට අවශ්ය නම්, හෝ ද්රවය වාෂ්පශීලී, දුගඳ හමන, දැවෙනසුළු සහ පුපුරන සුලු නම්, අඳුරු ප්රවාහය භාවිතා වේ.
ඩී-1,පෙරහන් රෙදි ද්රව්ය තෝරා ගැනීම: ද්රවයේ pH අගය පෙරහන් රෙදි වල ද්රව්යය තීරණය කරයි. PH1-5 යනු ආම්ලික පොලියෙස්ටර් පෙරහන් රෙදි වන අතර, PH8-14 යනු ක්ෂාරීය පොලිප්රොපිලීන් පෙරහන් රෙදි වේ. දුස්ස්රාවී ද්රව හෝ ඝන ද්රව්ය සඳහා ට්විල් පෙරහන් රෙදි තෝරා ගැනීම වඩාත් සුදුසු වන අතර, දුස්ස්රාවී නොවන ද්රව හෝ ඝන ද්රව්ය සඳහා සරල පෙරහන් රෙදි තෝරා ගනු ලැබේ.
ඩී-2,පෙරහන් රෙදි දැල තෝරා ගැනීම: තරලය වෙන් කර ඇති අතර, විවිධ ඝන අංශු ප්රමාණ සඳහා අනුරූප දැල් අංකය තෝරා ගනු ලැබේ. පෙරහන් රෙදි දැල් පරාසය 100-1000 දැලකි. මයික්රෝන සිට දැල් දක්වා පරිවර්තනය (න්යායාත්මකව 1UM = 15,000 දැලකි).
ඊ,රාක්ක මතුපිට ප්රතිකාර:PH අගය උදාසීන හෝ දුර්වල අම්ල භෂ්මයක්; පෙරහන් මුද්රණ රාමුවේ මතුපිට පළමුව වැලි පිපිරවීම සිදු කරනු ලබන අතර, පසුව ප්රයිමර් සහ විඛාදන විරෝධී තීන්ත ඉසිනු ලැබේ. PH අගය ශක්තිමත් අම්ලයක් හෝ ශක්තිමත් ක්ෂාරීය වේ, පෙරහන් මුද්රණ රාමුවේ මතුපිට වැලි පිපිරවීම, ප්රයිමර් සමඟ ඉසින අතර මතුපිට මල නොබැඳෙන වානේ හෝ PP තහඩුවකින් ඔතා ඇත.
එෆ්,පෙරහන් කේක් සේදීම: ඝන ද්රව්ය නැවත ලබා ගැනීමට අවශ්ය වූ විට, පෙරහන් කේක් දැඩි ලෙස ආම්ලික හෝ ක්ෂාරීය වේ; පෙරහන් කේක් වතුරෙන් සේදීමට අවශ්ය වූ විට, සේදීමේ ක්රමය පිළිබඳව විමසීමට කරුණාකර විද්යුත් තැපෑලක් එවන්න.
ජී,පෙරහන් මුද්රණ පෝෂක පොම්ප තේරීම:ද්රවයේ ඝන-ද්රව අනුපාතය, ආම්ලිකතාවය, උෂ්ණත්වය සහ ලක්ෂණ වෙනස් බැවින් විවිධ පෝෂක පොම්ප අවශ්ය වේ. විමසීමට කරුණාකර විද්යුත් තැපෑලක් එවන්න.



✧ පෝෂණ ක්රියාවලිය
✧ යෙදුම් කර්මාන්ත
එය ඛනිජ තෙල්, රසායනික, ඩයි වර්ග, ලෝහ විද්යාව, ෆාමසිය, ආහාර, ගල් අඟුරු සේදීම, අකාබනික ලුණු, මධ්යසාර, රසායනික, ලෝහ විද්යාව, ෆාමසිය, සැහැල්ලු කර්මාන්තය, ගල් අඟුරු, ආහාර, රෙදිපිළි, පාරිසරික ආරක්ෂාව, බලශක්තිය සහ අනෙකුත් කර්මාන්තවල ඝන-ද්රව වෙන් කිරීමේ ක්රියාවලියේදී බහුලව භාවිතා වේ.
✧ පෙරහන් මුද්රණ ඇණවුම් උපදෙස්
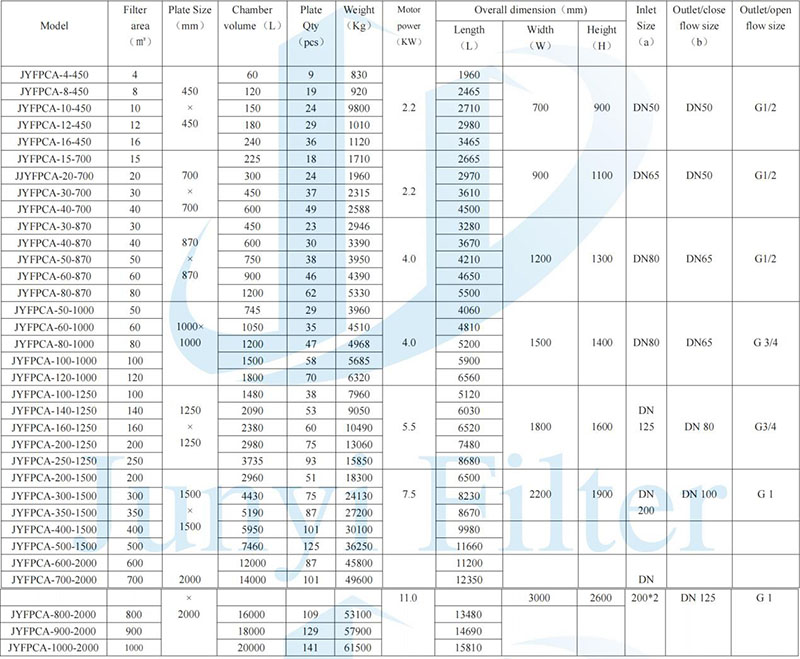
1. පෙරහන් මුද්රණ තේරීම් මාර්ගෝපදේශය, පෙරහන් මුද්රණ දළ විශ්ලේෂණය, පිරිවිතර සහ මාදිලි වෙත යොමු වන්න, තෝරන්නඅවශ්යතා අනුව ආකෘතිය සහ ආධාරක උපකරණ.
උදාහරණයක් ලෙස: පෙරහන් කේක් සෝදා තිබේද නැද්ද යන්න, පෙරහන විවෘතද (දැකුණු ප්රවාහය) හෝ වැසී තිබේද (නොපෙනුණු ප්රවාහය),රාක්කය විඛාදනයට ඔරොත්තු දෙනවාද නැද්ද යන්න, මෙහෙයුම් ආකාරය ආදිය නිශ්චිතව දක්වා තිබිය යුතුය.ගිවිසුම.
2. ගනුදෙනුකරුවන්ගේ විශේෂ අවශ්යතා අනුව, අපගේ සමාගමට නිර්මාණය කර නිෂ්පාදනය කළ හැකියසම්මත නොවන ආකෘති හෝ අභිරුචිකරණය කළ නිෂ්පාදන.
3. මෙම ලේඛනයේ සපයා ඇති නිෂ්පාදන පින්තූර යොමුව සඳහා පමණි. වෙනස්කම් සිදුවුවහොත්, අපිකිසිදු දැනුම්දීමක් නොකරන අතර සැබෑ නියෝගය ක්රියාත්මක වනු ඇත.
✧ පෙරහන් මුද්රණ යන්ත්ර භාවිතය සඳහා අවශ්යතා
1. නල මාර්ග සම්බන්ධතාවයක් ඇති කිරීම සහ ජල ඇතුල්වීමේ පරීක්ෂණය සිදු කිරීම සඳහා ක්රියාවලි අවශ්යතා අනුව, නල මාර්ගයේ වායු තද බව හඳුනා ගන්න;
2. ආදාන බල සැපයුම (අදියර 3 + උදාසීන) සම්බන්ධ කිරීම සඳහා, විදුලි පාලන කැබිනට්ටුව සඳහා බිම් වයරයක් භාවිතා කිරීම වඩාත් සුදුසුය;
3. පාලන කැබිනට්ටුව සහ අවට උපකරණ අතර සම්බන්ධතාවය. සමහර වයර් සම්බන්ධ කර ඇත. පාලන කැබිනට්ටුවේ ප්රතිදාන රේඛා පර්යන්ත ලේබල් කර ඇත. රැහැන් පරීක්ෂා කර එය සම්බන්ධ කිරීමට පරිපථ රූප සටහන බලන්න. ස්ථාවර පර්යන්තයේ කිසියම් ලිහිල් බවක් තිබේ නම්, නැවත සම්පීඩනය කරන්න;
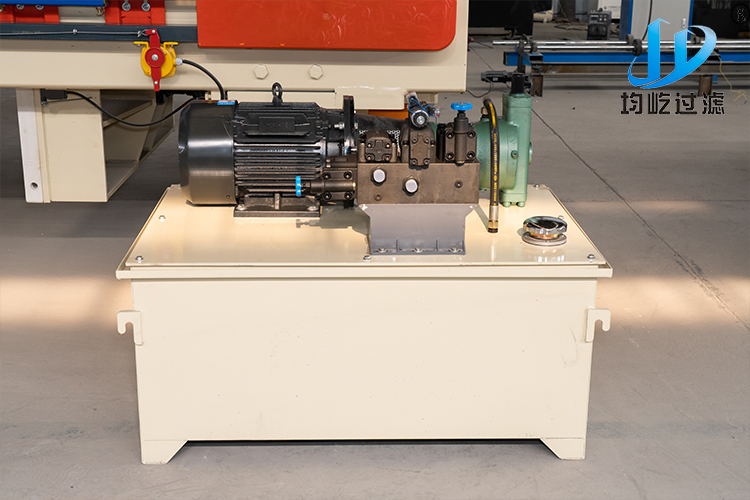
4. හයිඩ්රොලික් ස්ටේෂන් එක 46 # හයිඩ්රොලික් තෙල් වලින් පුරවන්න, ටැංකි නිරීක්ෂණ කවුළුව තුළ හයිඩ්රොලික් තෙල් දැකිය යුතුය. පෙරහන් මුද්රණාලය පැය 240 ක් අඛණ්ඩව ක්රියාත්මක වන්නේ නම්, හයිඩ්රොලික් තෙල් ප්රතිස්ථාපනය කරන්න හෝ පෙරහන් කරන්න;
5. සිලින්ඩර පීඩන මානය ස්ථාපනය කිරීම. ස්ථාපනය අතරතුර අතින් භ්රමණය වීම වැළැක්වීම සඳහා යතුරක් භාවිතා කරන්න. පීඩන මානය සහ තෙල් සිලින්ඩරය අතර සම්බන්ධතාවයේ O-ring එකක් භාවිතා කරන්න;
6. තෙල් සිලින්ඩරය පළමු වරට ක්රියාත්මක වන විට, හයිඩ්රොලික් ස්ථානයේ මෝටරය දක්ෂිණාවර්තව කරකැවිය යුතුය (මෝටරයේ දක්වා ඇත). තෙල් සිලින්ඩරය ඉදිරියට තල්ලු කරන විට, පීඩන මාපක පාදය වාතය මුදා හැරිය යුතු අතර, තෙල් සිලින්ඩරය නැවත නැවතත් ඉදිරියට සහ පසුපසට තල්ලු කළ යුතුය (පීඩන මාපකයේ ඉහළ සීමාවේ පීඩනය 10Mpa වේ) සහ වාතය එකවර මුදා හැරිය යුතුය;
7. පෙරහන් මුද්රණාලය පළමු වරට ක්රියාත්මක වේ, පිළිවෙලින් විවිධ කාර්යයන් ක්රියාත්මක කිරීම සඳහා පාලන කැබිනට්ටුවේ අතින් තත්ත්වය තෝරන්න; කාර්යයන් සාමාන්ය වූ පසු, ඔබට ස්වයංක්රීය තත්ත්වය තෝරා ගත හැකිය;
8. පෙරහන් රෙදි සවි කිරීම. පෙරහන් මුද්රණ යන්ත්රයේ අත්හදා බැලීමේ ක්රියාකාරිත්වය අතරතුර, පෙරහන් තහඩුව කල්තියා පෙරහන් රෙදි වලින් සමන්විත විය යුතුය. පෙරහන් රෙදි පැතලි බවත්, රැළි හෝ අතිච්ඡාදනය නොවන බවත් සහතික කිරීම සඳහා පෙරහන් තහඩුව මත පෙරහන් රෙදි සවි කරන්න. පෙරහන් රෙදි පැතලි බව සහතික කිරීම සඳහා පෙරහන් තහඩුව අතින් තල්ලු කරන්න.
9. පෙරහන් මුද්රණ යන්ත්රය ක්රියාත්මක වන අතරතුර, අනතුරක් සිදුවුවහොත්, ක්රියාකරු හදිසි නැවතුම් බොත්තම ඔබන්න හෝ හදිසි කඹය අදින්න;
✧ ✧ ශ්රව්යප්රධාන දෝෂ සහ දෝශ නිරාකරණ ක්රම
| දෝෂ සංසිද්ධිය | දෝෂ මූලධර්මය | දෝෂගවේෂණය |
| හයිඩ්රොලික් පද්ධතියේ දැඩි ශබ්දයක් හෝ අස්ථායී පීඩනයක් | 1, තෙල් පොම්පය හිස් හෝ තෙල් චූෂණ නළය අවහිර වී ඇත. | තෙල් ටැංකි ඉන්ධන පිරවීම, චූෂණ නල කාන්දුව විසඳීම |
| 2, පෙරහන් තහඩුවේ මුද්රා තැබීමේ මතුපිට විවිධ ද්රව්ය සමඟ අල්ලා ඇත. | මුද්රා තැබීමේ මතුපිට පිරිසිදු කරන්න | |
| 3, තෙල් පරිපථයේ වාතය | පිටාර වාතය | |
| 4, තෙල් පොම්පය හානි වී හෝ ගෙවී ගොස් ඇත | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම | |
| 5, සහන කපාටය අස්ථායී වේ | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම | |
| 6, නල කම්පනය | තද කිරීම හෝ ශක්තිමත් කිරීම | |
| හයිඩ්රොලික් පද්ධතියේ පීඩනය ප්රමාණවත් නොවීම හෝ නොමැති වීම. | 1、තෙල් පොම්ප හානිය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම |
| නැවත ක්රමාංකනය කිරීම | |
| 3, තෙල් දුස්ස්රාවීතාවය ඉතා අඩුය | තෙල් ආදේශ කිරීම | |
| 4, තෙල් පොම්ප පද්ධතියේ කාන්දුවක් තිබේ | පරීක්ෂා කිරීමෙන් පසු අලුත්වැඩියා කිරීම | |
| සම්පීඩනය අතරතුර සිලින්ඩර පීඩනය ප්රමාණවත් නොවීම. | 1, හානි වූ හෝ සිරවී ඇති අධි පීඩන සහන කපාටය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම |
| 2, හානි වූ ආපසු හැරවීමේ කපාටය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම | |
| 3, හානි වූ විශාල පිස්ටන් මුද්රාව | ආදේශ කිරීම | |
| 4, හානි වූ කුඩා පිස්ටන් "0" මුද්රාව | ආදේශ කිරීම | |
| 5, හානි වූ තෙල් පොම්පය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම | |
| 6, පීඩනය වැරදි ලෙස සකසා ඇත | නැවත ක්රමාංකනය කරන්න | |
| ආපසු එන විට සිලින්ඩර පීඩනය ප්රමාණවත් නොවීම. | 1, හානි වූ හෝ සිරවී ඇති අඩු පීඩන සහන කපාටය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම |
| 2, හානි වූ කුඩා පිස්ටන් මුද්රාව | ආදේශ කිරීම | |
| 3, හානි වූ කුඩා පිස්ටන් "0" මුද්රාව | ආදේශ කිරීම | |
| පිස්ටන් බඩගා යාම | තෙල් පරිපථයේ වාතය | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම |
| බරපතල සම්ප්රේෂණ ශබ්දය | 1、බෙයාරින් හානිය | ආදේශ කිරීම |
| 2, ගියර් පහර දීම හෝ ඇඳීම | ප්රතිස්ථාපනය හෝ අලුත්වැඩියා කිරීම | |
| තහඩු සහ රාමු අතර බරපතල කාන්දුවක් |
| ආදේශ කිරීම |
| 2, මුද්රා තැබීමේ මතුපිට සුන්බුන් | පිරිසිදුයි | |
| 3, නැමීම්, අතිච්ඡාදනය ආදිය සහිත රෙදි පෙරහන් කරන්න. | නිම කිරීම හෝ ප්රතිස්ථාපනය කිරීම සඳහා සුදුසුකම් ලබා ඇත. | |
| 4, සම්පීඩන බලය ප්රමාණවත් නොවීම | සම්පීඩන බලයේ සුදුසු වැඩි වීම | |
| තහඩුව සහ රාමුව කැඩී හෝ විකෘති වී ඇත | 1, පෙරහන් පීඩනය ඉතා ඉහළයි | පීඩනය අඩු කරන්න |
| 2, ඉහළ ද්රව්ය උෂ්ණත්වය | නිසි ලෙස අඩු කරන ලද උෂ්ණත්වයන් | |
| 3、සම්පීඩන බලය ඉතා ඉහළයි | සම්පීඩන බලය සුදුසු පරිදි සකසන්න | |
| 4, පෙරීම ඉතා වේගවත් | අඩු කළ පෙරීමේ අනුපාතය | |
| 5, අවහිර වූ පෝෂක සිදුර | පෝෂක සිදුර පිරිසිදු කිරීම | |
| 6, පෙරීම මැද නතර වීම | පෙරීම මැද නතර නොකරන්න. | |
| නැවත පිරවීමේ පද්ධතිය නිතර ක්රියාත්මක වේ | 1, හයිඩ්රොලික් පාලන චෙක් කපාටය තදින් වසා නැත | ආදේශ කිරීම |
| 2, සිලින්ඩරයේ කාන්දු වීම | සිලින්ඩර මුද්රා ආදේශ කිරීම | |
| හයිඩ්රොලික් ප්රතිලෝම කපාට අක්රිය වීම | ස්පූල් එක හිරවෙලා හෝ හානි වෙලා | දිශානුගත කපාටය විසුරුවා හැර පිරිසිදු කරන්න හෝ ප්රතිස්ථාපනය කරන්න |
| ඉදිරියට සහ පසුපසට ඇති වන බලපෑම නිසා ට්රොලිය පසුපසට ඇද ගත නොහැක. | 1, අඩු තෙල් මෝටර් තෙල් පරිපථ පීඩනය | සකස් කරන්න |
| 2, පීඩන රිලේ පීඩනය අඩුයි | සකස් කරන්න | |
| ක්රියා පටිපාටි අනුගමනය කිරීමට අපොහොසත් වීම | හයිඩ්රොලික් පද්ධතියේ, විදුලි පද්ධතියේ සංරචකයක අසමත් වීම | පරීක්ෂාවෙන් පසු රෝග ලක්ෂණ අනුව අලුත්වැඩියා කිරීම හෝ ප්රතිස්ථාපනය කිරීම. |
| ප්රාචීරයට හානි වීම | 1, ප්රමාණවත් වායු පීඩනයක් නොමැතිකම | පීඩන පීඩනය අඩු කිරීම |
| 2, ප්රමාණවත් ආහාර නොමැතිකම | කුටිය ද්රව්ය වලින් පුරවා ගත් පසු එබීම | |
| 3, විදේශීය වස්තුවක් ප්රාචීරය සිදුරු කර ඇත. | විදේශීය ද්රව්ය ඉවත් කිරීම | |
| ප්රධාන කදම්භයට නැමීමෙන් සිදුවන හානිය | 1, දුර්වල හෝ අසමාන අත්තිවාරම් | ප්රතිසංස්කරණය කරන්න හෝ නැවත කරන්න |
ආශ්රිත නිෂ්පාදන
-

කුඩා හයිඩ්රොලික් පෙරහන් මුද්රණාලය 450 630 පෙරහන...
-

කුඩා අතින් ජැක් පෙරහන් මුද්රණාලය
✧ නිෂ්පාදන විශේෂාංග A、පෙරහන පීඩනය<0.5Mpa B、පෙරහන උෂ්ණත්වය:45℃/කාමර උෂ්ණත්වය; 80℃/ඉහළ උෂ්ණත්වය; 100℃/ඉහළ උෂ්ණත්වය. විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල ඝණකම සමාන නොවේ. C-1、විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් කරාම සවි කළ යුතු අතර ගැලපෙන බේසමක් තිබිය යුතුය. නැවත ලබා නොගත් ද්රව සඳහා විවෘත ප්රවාහය භාවිතා වේ. C-2、දියර...
-

w සඳහා පටි වාහකය සහිත ප්රාචීර පෙරහන් මුද්රණාලය...
✧ නිෂ්පාදන විශේෂාංග ප්රාචීරය පෙරහන් මුද්රණ ගැලපුම් උපකරණ: පටි වාහකය, ද්රව ලැබීමේ පියන, පෙරහන් රෙදි ජලය සේදීමේ පද්ධතිය, මඩ ගබඩා ආප්ප, ආදිය. A-1. පෙරීමේ පීඩනය: 0.8Mpa;1.0Mpa;1.3Mpa;1.6Mpa. (විකල්ප) A-2. ප්රාචීරය මිරිකන කේක් පීඩනය: 1.0Mpa;1.3Mpa;1.6Mpa. (විකල්ප) B、පෙරහන උෂ්ණත්වය: 45℃/කාමර උෂ්ණත්වය; 65-85℃/ඉහළ උෂ්ණත්වය.(විකල්ප) C-1. විසර්ජන ක්රමය - විවෘත ප්රවාහය: ... හි වම් සහ දකුණු පැතිවලට පහළින් කරාම සවි කළ යුතුය.