
කුඩා අත්පොත ජල පිරියම් කිරීම ප්රතිවිඛාදන පෙරහන මුද්රණ උපකරණ සිසිල් බීම සඳහා








ඒ.පෙරීමේ පීඩනය 0.5Mpa
බී.පෙරීමේ උෂ්ණත්වය: 45℃ / කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.
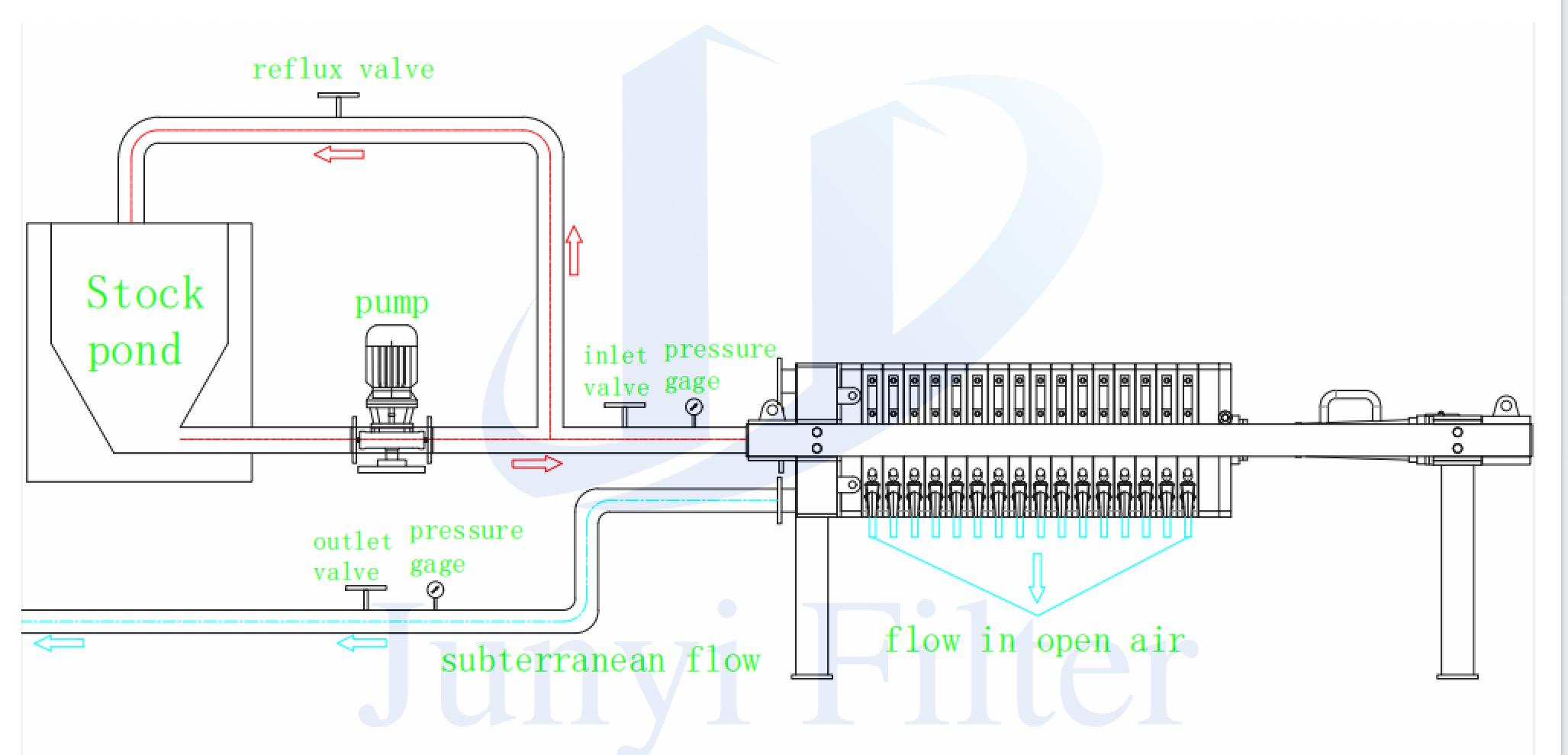
c-1විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැලපෙන බේසමක් ස්ථාපනය කළ යුතුය.නැවත ලබා නොගත් ද්රව සඳහා විවෘත ප්රවාහය භාවිතා වේ.
c-2ද්රව විසර්ජන ක්රමය සමීප ප්රවාහය: පෙරහන මුද්රණ යන්ත්රයේ පෝෂක අවසානය යටතේ, ද්රව ප්රතිසාධන ටැංකිය සමඟ සම්බන්ධ කර ඇති සමීප ප්රවාහ පිටවන ප්රධාන පයිප්ප දෙකක් ඇත.දියර නැවත ලබා ගැනීමට අවශ්ය නම්, හෝ ද්රව වාෂ්පශීලී, සුවඳ, ගිනි අවුලුවන සහ පුපුරන සුළු නම්, අඳුරු ප්රවාහය භාවිතා වේ.
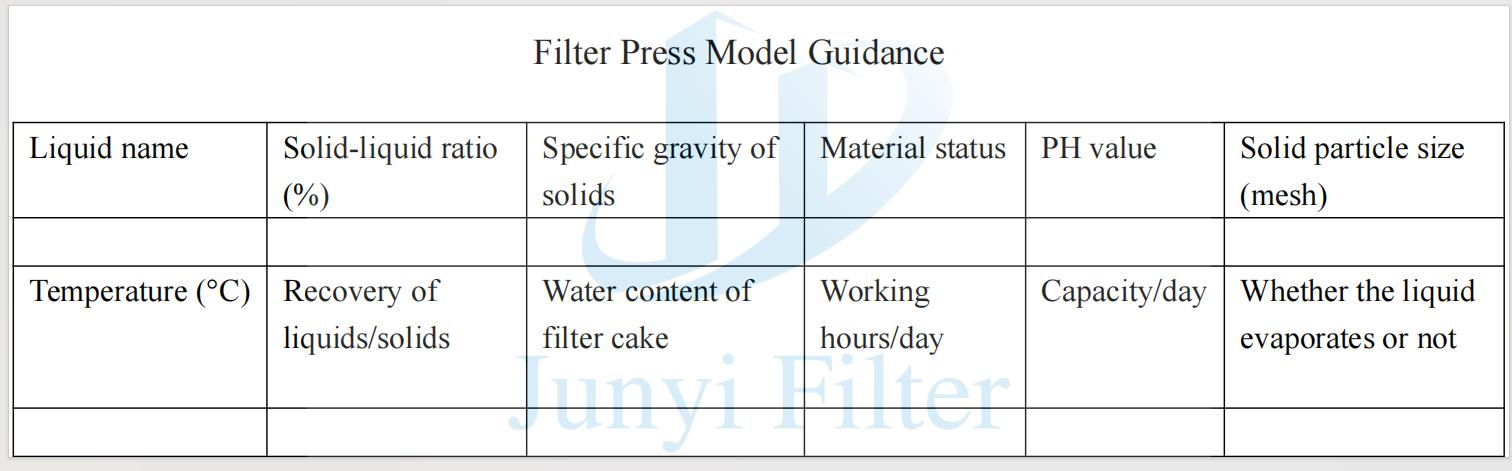
d-1.පෙරහන රෙදි ද්රව්ය තෝරාගැනීම: ද්රවයේ pH අගය පෙරහන රෙදි වල ද්රව්ය තීරණය කරයි.PH1-5 යනු ආම්ලික පොලියෙස්ටර් පෙරහන රෙදි, PH8-14 ක්ෂාරීය පොලිප්රොපිලීන් පෙරහන් රෙදි වේ.දුස්ස්රාවී ද්රව හෝ ඝන ද්රව්ය twill ෆිල්ටර් රෙදි තෝරා ගැනීමට මනාප වන අතර දුස්ස්රාවී නොවන ද්රව හෝ ඝන සාමාන්ය පෙරහන රෙදි තෝරා ගනු ලැබේ.
d-2පෙරහන් රෙදි දැලක් තෝරාගැනීම: තරලය වෙන් කර ඇති අතර, විවිධ ඝන අංශු ප්රමාණ සඳහා අනුරූප දැල් අංකය තෝරා ගනු ලැබේ.පෙරහන් රෙදි දැල් පරාසය 100-1000 දැලක්.මයික්රෝන සිට දැල දක්වා පරිවර්තනය (1UM = 15,000 දැලක්--- න්යායාත්මකව).
ඊ.රාක්ක මතුපිට ප්රතිකාර: PH අගය උදාසීන හෝ දුර්වල අම්ල පදනම;පෙරහන් මුද්රණ රාමුවේ මතුපිට පළමුව වැලි පිපිරෙන අතර පසුව ප්රාථමික සහ විඛාදන තීන්ත වලින් ඉසිනු ලැබේ.PH අගය ශක්තිමත් අම්ලය හෝ ශක්තිමත් ක්ෂාරීය වේ, පෙරහන මුද්රණ රාමුවේ මතුපිට වැලි පිපිරවීම, ප්රාථමිකයෙන් ඉසින අතර මතුපිට මල නොබැඳෙන වානේ හෝ පීපී තහඩුවකින් ඔතා ඇත.
පෝෂණ ක්රියාවලිය
යෙදුම් කර්මාන්ත
ඛනිජ තෙල්, රසායනික, ඖෂධ, සීනි, ආහාර, ගල් අඟුරු සේදීම, තෙල්, මුද්රණය සහ ඩයි කිරීම, බීර කිරීම, පිඟන් මැටි, පතල් ලෝහ කර්මාන්තය, අපද්රව්ය පිරිපහදු කිරීම සහ අනෙකුත් ක්ෂේත්ර.
1. නල මාර්ග සම්බන්ධ කිරීම සඳහා ක්රියාවලි අවශ්යතා අනුව, සහ ජල ඇතුල්වීමේ පරීක්ෂණය සිදු කිරීම, නල මාර්ගයේ වායු තද බව හඳුනා ගැනීම;
2. ආදාන බල සැපයුම (3 අදියර + උදාසීන) සම්බන්ධ කිරීම සඳහා, විදුලි පාලන කැබිනට්ටුව සඳහා බිම් වයරයක් භාවිතා කිරීම වඩාත් සුදුසුය;
3. පාලන කැබිනට් හා අවට උපකරණ අතර සම්බන්ධය.සමහර වයර් සම්බන්ධ කර ඇත.පාලක කැබිනට් මණ්ඩලයේ නිමැවුම් රේඛා පර්යන්ත ලේබල් කර ඇත.රැහැන් පරීක්ෂා කිරීම සහ එය සම්බන්ධ කිරීම සඳහා පරිපථ සටහන වෙත යොමු වන්න.ස්ථාවර පර්යන්තයේ යම් ලිහිල් බවක් තිබේ නම්, නැවත සම්පීඩනය කරන්න;
4. හයිඩ්රොලික් ස්ථානය 46 # හයිඩ්රොලික් තෙල් වලින් පුරවන්න, හයිඩ්රොලික් තෙල් ටැංකි නිරීක්ෂණ කවුළුවේ දැකිය යුතුය.පෙරහන මුද්රණ යන්ත්රය පැය 240ක් අඛණ්ඩව ක්රියාත්මක වන්නේ නම්, හයිඩ්රොලික් තෙල් ප්රතිස්ථාපනය කිරීම හෝ පෙරීම;
5. සිලින්ඩර පීඩන මානය ස්ථාපනය කිරීම.ස්ථාපනය අතරතුර අතින් භ්රමණය වීම වැළැක්වීම සඳහා යතුරක් භාවිතා කරන්න.පීඩන මානය සහ තෙල් සිලින්ඩරය අතර සම්බන්ධතාවයේ O-ring භාවිතා කරන්න;
6. පළමු වරට තෙල් සිලින්ඩරය ධාවනය වන විට, හයිඩ්රොලික් ස්ථානයේ මෝටරය දක්ෂිණාවර්තව කරකැවිය යුතුය (මෝටරයේ පෙන්වා ඇත).තෙල් සිලින්ඩරය ඉදිරියට තල්ලු කරන විට, පීඩන මාපක පදනම වාතය මුදා හැරිය යුතු අතර, තෙල් සිලින්ඩරය නැවත නැවතත් ඉදිරියට සහ පසුපසට තල්ලු කළ යුතුය (පීඩන මානයෙහි ඉහළ සීමාව පීඩනය 10Mpa වේ) සහ වාතය එකවරම මුදා හැරිය යුතුය;
7. පෙරහන් මුද්රණ යන්ත්රය පළමු වරට ක්රියාත්මක වේ, පිළිවෙලින් විවිධ කාර්යයන් ක්රියාත්මක කිරීම සඳහා පාලන කැබිනට් මණ්ඩලයේ අත්පොත තත්ත්වය තෝරන්න;කාර්යයන් සාමාන්ය වූ පසු, ඔබට ස්වයංක්රීය තත්ත්වය තෝරාගත හැක;
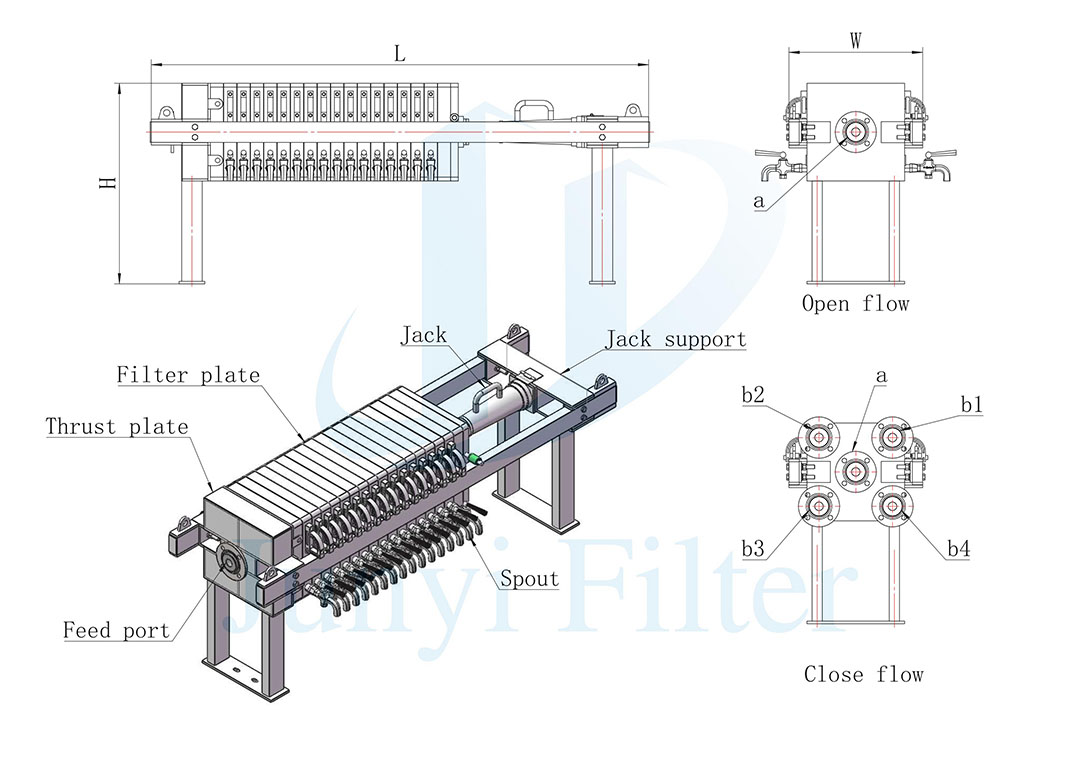
8. පෙරහන රෙදි සවි කිරීම.පෙරහන මුද්රණ යන්ත්රයේ අත්හදා බැලීමේ ක්රියාකාරිත්වය අතරතුර, පෙරහන් තහඩුව පෙරහන් රෙදි වලින් කල්තියා සන්නද්ධ කළ යුතුය.පෙරහන් රෙදි පැතලි බව සහතික කිරීම සඳහා පෙරහන් තහඩුව මත පෙරහන් රෙදි ස්ථාපනය කරන්න සහ එහි රැලි හෝ අතිච්ඡාදනය නොවේ.පෙරහන් රෙදි පැතලි බව සහතික කිරීම සඳහා පෙරහන තහඩුව අතින් තල්ලු කරන්න.
9. පෙරහන මුද්රණ යන්ත්රයේ ක්රියාකාරිත්වය අතරතුර, අනතුරක් සිදුවුවහොත්, ක්රියාකරු හදිසි නැවතුම් බොත්තම එබීම හෝ හදිසි කඹය අදින්න;
ආශ්රිත නිෂ්පාදන
-

මල නොබැඳෙන ශ්රීල් හයිඩ්රොලික් ස්වයංක්රීය සම්පීඩනය...
✧ නිෂ්පාදන විශේෂාංග A, පෙරීමේ පීඩනය, 0.5Mpa B, පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1、විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවෙහි වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැළපෙන සින්ක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා වේ...
-

වැඩසටහන්ගත ස්වයංක්රීය අදින්න තහඩු කුටීර පෙරහන...
✧ නිෂ්පාදන විශේෂාංග A. පෙරීමේ පීඩනය *0.5Mpa B. පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1.විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැලපෙන බේසමක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා කරනුයේ...
-

අතින් සිලින්ඩර සම්පීඩන කුටියේ පෙරහන මුද්රණ යන්ත්රය
✧ නිෂ්පාදන විශේෂාංග A. පෙරීමේ පීඩනය *0.5Mpa B. පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1.විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැලපෙන බේසමක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා කරනුයේ...
-

කර්මාන්තශාලා සැපයුම කුඩා අත්පොත ජල පිරිපහදු කුහුඹුවා ...
✧ නිෂ්පාදන විශේෂාංග A, පෙරීමේ පීඩනය, 0.5Mpa B, පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1、විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවෙහි වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැළපෙන සින්ක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා වේ...
-

Steel Indus සඳහා Food Grade Chamber Filter Press...
✧ නිෂ්පාදන විශේෂාංග A, පෙරීමේ පීඩනය, 0.5Mpa B, පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1、විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවෙහි වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැළපෙන සින්ක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා වේ...
-

හයිඩ්රොලික් ස්වයංක්රීය සම්පීඩන කුටි පෙරහන ...
✧ නිෂ්පාදන විශේෂාංග A. පෙරීමේ පීඩනය *0.5Mpa B. පෙරීමේ උෂ්ණත්වය: 45℃/ කාමර උෂ්ණත්වය;80℃ / ඉහළ උෂ්ණත්වය;100℃ / ඉහළ උෂ්ණත්වය.විවිධ උෂ්ණත්ව නිෂ්පාදන පෙරහන් තහඩු වල අමුද්රව්ය අනුපාතය සමාන නොවන අතර පෙරහන් තහඩු වල thickness ණකම සමාන නොවේ.C-1.විසර්ජන ක්රමය - විවෘත ප්රවාහය: එක් එක් පෙරහන් තහඩුවේ වම් සහ දකුණු පැතිවලට පහළින් ජල කරාම සහ ගැලපෙන බේසමක් ස්ථාපනය කළ යුතුය.විවෘත ප්රවාහය භාවිතා කරනුයේ...





